
The invertek E3 VFD has several important and several optional parameters to be set before attempting to operate.
Reference: E3 User guide
Please note:
- The VFD that this is potentially a very dangerous device that is designed to be commissioned by a licensed electrician. The image below shows the separation of Low and High voltage, ie which parts are safe for user access and which are not.
- Regardless of the fact you may not be intending to come in to contact or modify the high voltage areas of the device – they are there and accessible! And so ask the electrician to program and complete the entire setup so that you have no reason to interact with this device. Any wiring changes to the VFD must be done after ensuring the machine has been isolated from the power for 10 minutes.


Configuring the E3
The following information configures the E3 for 3DTeks standard use case and this information may not be appropriate for other uses.
The following diagram describes the control pad functions of an E3 inverter, as described in section 5 of the manual:
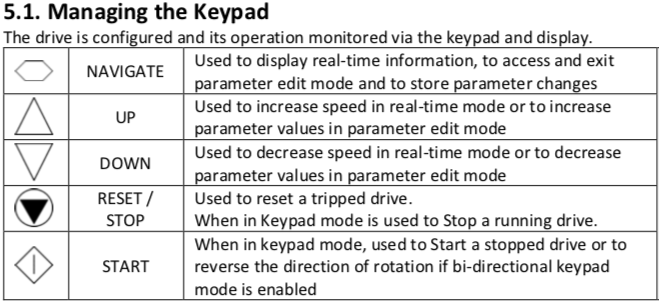
To program any parameter, press and hold the navigate button for a few seconds, at which point the keypad will display the last parameter configured, initially 1.
You may use the up and down arrows to skip to a new parameter and a short press of the navigate button to enter and exit a parameter.
For example, to set our first and most important parameter P-08 (Motor Rated Current):
- Long press on the navigate button to enter programming mode
- up or down arrow until P-08 is displayed
- a short press on the navigate button to enter into this parameter
- up or down arrow to set the desired motor rated current, as displayed on the spindle it’s self (10.0 for the 2.2KW spindle)
- then a further short press of the navigate button to exit this parameter – our new value is saved at this point.
- Another long press of the navigate button to exit programming mode altogether.
Before attempting to operate the VFD, please set the following params – in this order:
- P-08 – Motor Rated Current: Nameplate current rating as printed on spindle motor. (10.0 for 2.2kw, 7.0 for 1.5KW, 5.0 for 800W)
- P-07 – Motor Rated Voltage: Nameplate voltage = 220V
- P-09 – Motor Rated Frequency: Nameplate freq: 400 Hz
- P-10 – Motor Rated Speed: Nameplate rpm: 24,000 (careful not to set it at 2,400)
- P-01 – Maximum Frequency: Check at this point that 24000 has been saved here for you
- P-14 – Extended Access: 201
- P-12 – Primary Command Source: 1 (keypad, this will later be set to 0 terminal)
- P-30 – Start Mode: Auto-0 (note that you get two random answers on the display when exiting this parameter, ignore them)
- P-51 – Motor Control Mode: 1 (V/f mode)
From this point, you should be ready for a test.
Notes before we start testing:
- It’s very important not to run air-cooled spindles below 3000 RPM. The impellor producing the air cooling is attached to the shaft of the spindle and so if it’s not spinning quickly, it’s not providing cooling.
- It’s possible that your spindle will not run as expected and that further tuning/problem solving needs to be done with 3Dteks support, if so please call 3Dtek but first hit the stop and power down the system! You must ensure that you don’t leave it in a running state when it’s not actually running as the above comment about cooling speed requirements is even more important at this point when the spindle is on but not working at all!
Steps to test:
- Ensure your spindle is clear and has no tool inserted.
- Ensure the collet nut is attached firmly or removed so that it does not fly off.
- Press the green start button and note the display, if it states 0 then press and hold the up arrow to increase the spindle speed to > 5000 RPM.
- Take note of the direction of rotation, it may be hard to tell whilst spinning – if so just hit stop and watch carefully as it winds down to a stop.
- Press the red button to turn off the spindle.
Your spindle should be running clockwise when looking down from above. Should it not be the fix is simple.
Method 1: Connect a single wire between Inputs 1 & 3 on the small terminal strip on the VFD.
Method 2: To be completed by an Electrician only. Any two of the 3 UV & W need to be swapped – only 2! So, for example, switching U & V only will change the direction of the spindle. THIS 100% Cannot be done with the machine powered up. The entire machine must be isolated from power for 10 mins before the change is made.
If the process does not work as per all the steps above, please call/email 3Dtek for support.