The default GRBL post-processor in Fusion 360 can sometimes cause a few issues when initially getting machines up and running.
These being:
- A) machine runs off to home before starting (and at the end of a job) tripping a limit switch in the process,
- or B) the machine drags your endmill across the job (very quickly) destroying the endmill or the material before the job has begun.
These are likey both parts of the same issue. You may experience issue A by default, and then when in an attempt to remedy this situation by simply turning off G28 Retracts you often end up with Issue B (whether you have noticed it yet or not)
ISSUE: The machine tries to run off to home at the start of a job and this just hits a limit switch.
This is a default option called G28 Safe Safe Retracts. G28 Safe retracts sounds like it will retract the Z before doing anything and anything ‘safe’ sounds like a good option to turn on right? While it sounds nice and handy, it does nothing like its description. ‘G28 Start Job VIA Home’ would be a better description.
So G28 is a goto home/origin position which is being placed near the start of your g-code file (and at the end) and there are two problems with this:
- Often the origin/home position is actually right at the point where a homing / limit switch will be pressed and that means that you will get an error and have to rehome your machine.
- Why after moving over right next to your stock and setting your Z Zero point would you want to run off back to home only to turn around and come back at the start and end of every job?
We have no idea how its actual functionality could be considered useful or why it is turned on by default.
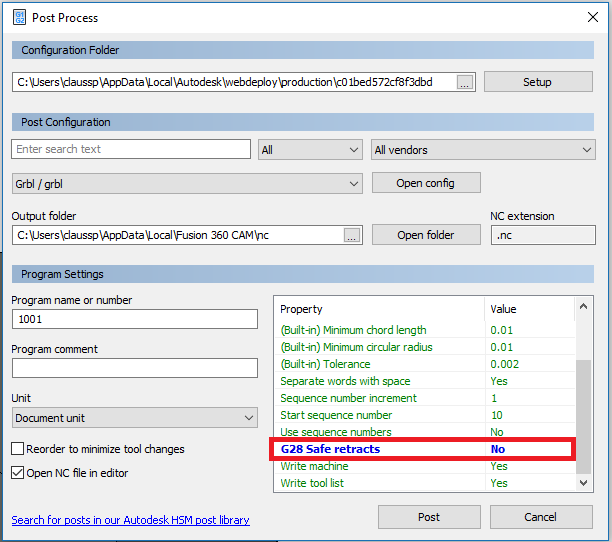
Solution 1 (preferred): A simple fix is to download this post-processor, that we have edited, and install it in Fusion to be used instead of the default. Simply copy this file to the folder that houses the post processors. On OSX the folder is: /Users/<user id>/Autodesk/Fusion 360 CAM/Posts/ on windows the location is shown at the top of the ‘Post Process’ screen as below.

Solution 2 (simple but dangerous way): Simply turn off the G28 Safety Retracts property in the table on the lower right-hand corner of the ‘Post Process” Screen as below. Warning, however, this will produce Gcode that has X & Y movements before Z safety height retracts so you want to make sure your workflow includes raising the Z to a good safe height if you choose this method. Chances are one day you will forget to do this and things will go very wrong very fast resulting in a broken endmill & damaged stock/part.
Or, you could also make your own post processor, watch the video we followed to understand what it’s all about.